Ein metrisches ISO-Gewinde ist ein genormtes Schraubengewinde mit metrischen Abmessungen. Es wird im Maschinenbau, Anlagenbau, Fahrzeugbau und in vielen industriellen Anwendungen als Standard für Schrauben, Muttern und Gewindebohrungen verwendet. Erkennbar ist es am Kennbuchstaben M, gefolgt vom Nenndurchmesser in Millimetern, zum Beispiel M8 oder M12.
Das Grundprofil metrischer ISO-Gewinde basiert auf einem Flankenwinkel von 60 Grad. Die Gewindegeometrie wird international unter anderem über ISO 68-1 beschrieben, der allgemeine Plan über ISO 261 und das Toleranzsystem über ISO 965. In Deutschland ist der Bezug zu DIN 13 für metrische ISO-Gewinde besonders gebräuchlich.
Die Bezeichnung beginnt mit M für metrisches ISO-Gewinde. Danach folgt der Nenndurchmesser in Millimetern. Bei einem Regelgewinde kann die Standardsteigung häufig entfallen, zum Beispiel M10. Bei Feingewinden wird die Steigung angegeben, zum Beispiel M10 x 1. Ein Linksgewinde wird zusätzlich mit LH gekennzeichnet. Toleranzangaben können ergänzt werden, etwa für Innengewinde und Außengewinde. Beispiele:
Siehe auch: Gewindetabelle
Das metrische ISO-Gewinde besitzt ein symmetrisches V-Profil mit einem Flankenwinkel von 60 Grad. Die Steigung beschreibt den axialen Abstand zweier benachbarter Gewindegänge. Beim Außengewinde ist der größte Durchmesser der Außendurchmesser; beim Innengewinde ist das Kernloch beziehungsweise der Kerndurchmesser für die Herstellung und Tragfähigkeit entscheidend.
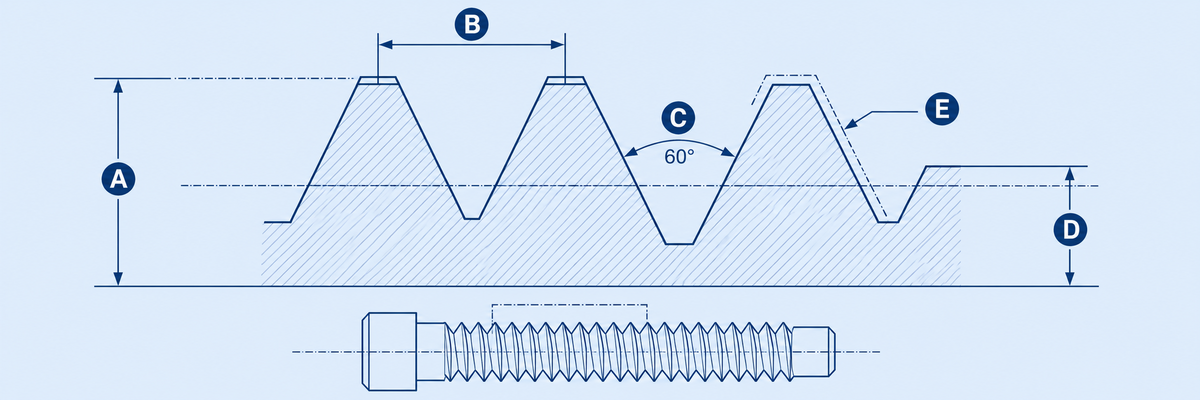
Legende
Beim metrischen Regelgewinde ist jedem Nenndurchmesser eine bevorzugte Standardsteigung zugeordnet. Deshalb wird die Steigung in vielen Zeichnungen und Katalogen nicht zusätzlich genannt. Ein M10-Regelgewinde hat üblicherweise eine Steigung von 1,5 mm.
Feingewinde haben bei gleichem Nenndurchmesser eine kleinere Steigung. Sie werden eingesetzt, wenn feinere Verstellbarkeit, geringere Gewindetiefe, dünnwandigere Bauteile oder bestimmte Sicherungs- und Konstruktionsanforderungen eine Rolle spielen. Die Steigung muss dann immer angegeben werden, zum Beispiel M12 x 1,5 oder M12 x 1.
Die Toleranzklasse bestimmt, wie viel Spiel oder Übermaß zwischen Innen- und Außengewinde zulässig ist. Häufige Standardangaben sind 6H für Innengewinde und 6g für Außengewinde. In der Praxis sind Toleranzen besonders wichtig bei Serienfertigung, Beschichtung, verzinkten Verbindungselementen, austauschbaren Normteilen und prüfpflichtigen Baugruppen.
Beschichtungen können Gewindemaße beeinflussen. Deshalb sollte bei galvanisierten oder feuerverzinkten Teilen geprüft werden, ob besondere Toleranzfelder oder Nacharbeitsvorgaben erforderlich sind.
Siehe auch: Tabelle mit Gewindetoleranzen für Innen- und Aussengewinde
Für geschnittene Innengewinde wird zunächst ein Kernloch gebohrt. Als grobe Faustformel gilt bei metrischen ISO-Gewinden:
Kernlochdurchmesser = Nenndurchmesser - Steigung
Beispiel: Für M10 x 1,5 ergibt sich näherungsweise ein Kernloch von 8,5 mm. In der Fertigung sollten jedoch Normtabellen, Werkzeugherstellerangaben und Werkstoffbedingungen berücksichtigt werden. Beim Gewindeformen unterscheiden sich Kernlochmaße von geschnittenen Gewinden, da Material verdrängt statt abgetragen wird.
Alternativ die reine DIN-13-Gewindetabelle mit Spalte Kernlochbohrer:https://www.gewinde-norm.de/metrisches-iso-gewinde-din-13.htm

